性能防腐蚀运输物流颜色可定制
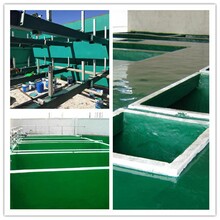
消防水池防腐施工是一个关键的过程,它涉及多个步骤和考虑因素,以确保水池的长期稳定运行并防止水质污染及结构腐蚀。以下是关于消防水池防腐施工的一些关键点:
1. **基础处理**: - 在施工前,需要对水池基础进行处理。这包括确保表面干净、无油污、无松散物。必要时,还需进行打磨或酸洗,以提高防腐层与基材的结合力。
2. **材料选择**: - 选择合适的防腐涂料或防腐层材料至关重要。常见的防腐材料包括环氧树脂、玻璃钢、聚氨酯等。这些材料各具特性,能有效抵御化学腐蚀、电化学腐蚀及微生物腐蚀。 - 特别是,环氧树脂因其的机械强度、粘结力和不透水性能,常被用于消防水池的防腐防水工程。 3. **施工工艺**: - 施工过程中需严格按照防腐材料的使用说明进行操作。这通常包括底漆、中间漆及面漆的涂刷,每层涂刷间应充分的干燥时间,以确保防腐层的完整性和耐久性。 - 对于水池的边角、焊缝等易腐蚀部位,还需进行额外的加强处理,如增加涂层厚度或使用更的防腐材料。
4. **环境保护与安全生产**: - 施工现场应保持良好的通风,避免涂料挥发物对人体造成伤害。 - 施工人员需佩戴的防护装备,如防毒面具、手套及防护服,确保施工安全。
5. **质量检查与维护**: - 施工完成后,需对水池进行严格的检验和测试,包括防腐层的厚度检测、附着力测试及渗漏试验等,以确保水池防腐效果达到设计要求。 - 建立定期维护和检查机制,及时发现并处理潜在的腐蚀问题,以延长水池的使用寿命。
6. **特定材料施工要点**: - 如使用氯丁胶乳水泥砂浆进行防水防腐处理,需要遵循特定的施工步骤,包括基础表面处理、制备砂浆、涂抹施工等。此外,还需注意材料的组成、用量以及养护策略。 综上所述,消防水池防腐施工是一个复杂而细致的过程,需要全面考虑材料选择、施工工艺、环境保护及后期维护等多个方面。通过严谨的施工流程和质量控制,可以确保消防水池的长期稳定运行,为消防安全提供坚实保障。
陶瓷涂料是一种新颖的材料,它结合了有机物和无机物的优点。这种涂料能使这两者发生反应,从而兼备了两者的优点。以下是关于陶瓷涂料的一些详细介绍:
1. **特点与性能**: - **耐高温性**:新一代的陶瓷涂料可以耐高达400度的温度,甚至有些类型可以耐更高的温度,如某些特种水性纳米陶瓷涂料可以耐超过3000℃的高温。 - **高硬度**:其硬度可以达到6H甚至更高,使用金属炊具也不易产生刮痕。 - **不粘效果**:在320-360℃温度下加热后可以维持不粘性能。 - **耐损伤和耐候性**:该涂料耐候性和加工性能,经过5000小时的耐候性试验,证实光泽保持率达99%以上,且不易产生细小的伤痕。 - **其他特性**:包括耐抗菌性、耐酸性、耐碱性等。
2. **成分与制造**: - 陶瓷涂料可以是使无机系的聚硅氧烷化合物与有机系的丙烯酸树脂发生反应制成,通过硬化剂固化,其中的无机系分子的直径非常小。 - 水性陶瓷涂料采用了诸如Al2O3、TiO2、ZrO2等多种陶瓷粉料,以及特制的高温溶液和无机溶液。
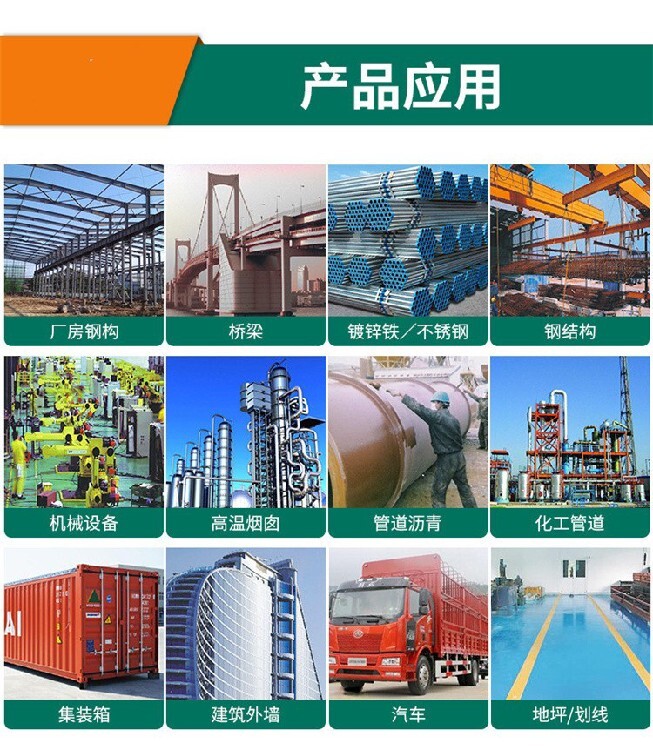
3. **应用领域**: - 由于陶瓷涂料的性能,它被广泛应用于多个领域,包括建筑物的内外涂装、汽车、火车、厨房设备、空调产品等。 - 在航空航天领域,特种水性纳米陶瓷涂料可以提高设备的抗热冲击、抗氧化、抗腐蚀性能。 - 在汽车制造中,它可用于提高汽车部件的耐高温、耐磨损和耐腐蚀性能。 - 陶瓷涂料还在化学工业、电子元件以及高温工业设备中有广泛应用,以提高设备的可靠性和寿命。
4. **安全性**: - 经过多项化学成分检测和FDA认证,陶瓷涂料被证实不含有毒物质和重金属,符合安全标准。 总的来说,陶瓷涂料凭借其特的性能和广泛的适用性,在现代工业和生活中扮演着越来越重要的角色。随着科技的不断发展,陶瓷涂料有望在更多领域展现其性能。

无溶剂环氧陶瓷涂料功能用途:无溶剂环氧陶瓷涂料广泛应用于管道、罐、槽、水泥地的内防腐,输送污水、饮用水、中水的钢管、铸铁管、混凝土管内涂层,其卫生安全性检验符合《中华人民共和国卫生部国家涉及饮用水卫生安全产品卫生许可批件》。
无溶剂环氧陶瓷涂料组成成份:无溶剂环氧陶瓷涂料由环氧树脂、石英粉、助剂及固化剂组成。无溶剂环氧陶瓷涂料产品为配套产品,可分为CYG-17.1型黑色环氧陶瓷涂料和CYG-17.2型白色环氧陶瓷涂料。
无溶剂环氧陶瓷涂料性能特点:
1、无溶剂环氧陶瓷涂料涂层致密、坚韧、耐磨、耐水、耐化学介质腐蚀性均很好。
2、无溶剂环氧陶瓷涂料涂层表面平整、光滑、无流挂、无气泡附着力强。
3、无溶剂环氧陶瓷涂料安全保环。可用于饮用水管道防腐。
无溶剂环氧陶瓷涂料施工参考:
1、 铸铁管内表面打磨
无溶剂环氧陶瓷涂料涂覆前,对铸铁管内表面进行干法打磨,并将管内所有杂物清理干净。管内部应有大于衬层厚度50%的金属凸瘤等。
2、 铸铁管或钢管内表面喷砂处理
将所有内表面喷砂处理至达到GB/T8923的Sa2.5级(近白级)。
3、 铸铁管或钢管内衬
① 将铸铁管或钢管加热至70℃后吊上转台。
② 将无溶剂环氧陶瓷涂料的A、B组分在搅拌状态下分别加热至40-60℃。
③ 罐子在转台上旋转,将无溶剂环氧陶瓷涂料按比例混合均匀的喷涂到保持65-70管子的内表面,并将一次喷涂的内衬层在固化后达到规定的厚度。
④ 管子在转台上继续旋转,鼓入50-65℃的热风到管内,等内表面无溶剂环氧陶瓷涂料固化后转入养生炉,在20℃上至少保持24h,使内衬充分固化。
无溶剂环氧陶瓷涂料技术指标:见表格
无溶剂环氧陶瓷涂料技术指标
检测项目
性能参数
检测方法
涂料外观
A组分
黑褐色粘稠软膏
目测检查
B组分
CYG-05.1
黑色粘稠软体
目测检查
CYG-05.2
白色粘稠软体
目测检查
涂料石英砂体积含量
≥20%
附录D
干燥时间
(23℃)
表干
≤1h
GB/T1728
实干
≤16h
GB/T1728
漆膜附着力
≤