关键词 |
柔性铸铁管球墨铸铁管,球墨铸铁管联系电话,兰州球墨铸铁管,铸铁管球墨铸铁管 |
面向地区 |
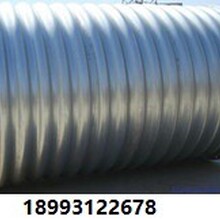
球墨铸铁管常用的测量方式方法
球墨铸铁管常用的测量方式方法这个需要找到合适的工具,米尺,卡尺,来量球墨管及管件和一些管道配件的外径,内径,长度和壁厚,进行一一来测量.球墨管外径是需要围着管子的上环绕测量,量管子的内径时要用到卡尺工具,管子的长度用到直尺或卷尺来测量,球墨铸铁管壁厚可以直接测量,也可能用合适的工具间接测量,一般行内人士会凭着工作经验目测出管子的规格尺寸。
球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了,含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高;硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。因此球墨铸铁管中的硅主要是以孕育的方式加入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次孕育都以瞬时孕育的效果好,因此在球化包内孕育前炉内的硅要调质到一个合适的量,由实验表明炉内的硅一般调到0.8—丨.2%之间,如果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管样球化后的铁液降温太大,不利于浇注;如果炉内的硅调到丨.2%,在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。
球墨铸铁管厚度和压力等级的区别
基本的区别是在术语的改变,球墨铸铁管规格是如何分类。自1976设计和制造要求不改变。两者之间的区别是厚度的类没有特别的意义,而压力等级的确定管道的实际工作压力。这允许终用户一个管,满足一个给定的管道的设计要求。球墨铸铁管在水管工程业是保守的设计。
球墨铸铁管除了有着以上这些优势之外,还有同规格的管道材料相比,球墨铸铁管规格是说的是管道内部直径、而一般的管道材料规格是说的是外部直径。所以在同等规格的时候,球墨铸铁管能给我们提供更大的径流量。而且球墨铸铁管有着多种防氧化处理涂层。适应多种情况和环境。
球墨铸铁管顶管安装步骤
(1)、球墨铸铁管插口(承口)插人前,在插门外面、承口内面以及橡胶圈上涂刷浓浆状的肥皂水。
(2)、插人后,将橡胶圈戴在插口上,用手指将其推人到能轻轻进人的位置。
(3)、将开口圈(分为3个弧状片)从下方顺次插人.先在下面安两个I,然后将H滑向管轴方向,架在I的上面组合起来.在将开口圈的3个弧片往承口插人时,如在弧片与弧片之间有较大的间隙出现,则在弧片上I一I之间插入一种填塞间隙的弧片(与开口圈同截面、同材质、厚6mm)。
(4)、将拧进了螺栓的压紧圈(分为4个弧片)从下面顺次插入。为了使II不致掉下来,采用固定件将其固定.固定件是为了防止在安装操作时上部的压紧圈脱落下来。安装完毕后,由于橡胶圈的反弹力以及压盖圈与承口底部之间填充的水泥砂浆的起拱作用,上部压盖圈脱落的危险性已不存在,可以取掉。但将固定件原样保留也可以,为了慎重起见,一般为镀锌件。
(5)、将压紧圈的螺栓的一部分(3根中占1根的大概比例),用扳手或棘轮扳手反向旋转,使其从压紧圈中拧出来35-40mm的程度,从而将橡胶圈推人深处。
(6)、将尚未拧出来的螺栓头部的平帽上安人固定销。
(7)、将安装了固定销的螺栓稍微拧出,将开始的螺栓一次拧人,在其头部也安上固定销(全部的螺栓安装固定销完毕)。一边注意使拧出的间隙上下左右均等,一边将全部的螺栓拧出,至压紧圈与承口底部的间隙达到规定长度时,即为安装完毕。
球墨铸铁管与非标k9球墨铸铁管的区别?
球墨铸铁管属于国标球墨铸铁管,比非标球墨铸铁管价格要贵,但是所谓一份价格一份质量,价格高自然质量也是不一样的。球墨铸铁管承受的压力都大,一般都打16公斤的水压没有问题,但非标的小口径的还没有什么问题,大口径的就不行了,像DN800球墨铸铁管非标的一般也就8公斤左右,而国标的却还是16公斤压力,所以在选择管子的时候,也要看自己工地的试验压力和工作压力各是多少,不能盲目的节省成本,当然在选择厂家时也要注意,不要花国标的价格买到非标的货,我公司的球墨铸铁管杜绝以次充好,经得起你的检测合格。
球墨铸铁管件的弯头具体有以下分法:1.按角度分:45°弯头、90°弯头、180°(不锈钢直接)三种常用的,另外根据工程需要还包括60°等其他非正常角度弯头。2.按弯头连接的管道直径,可以分为等径弯头,异径弯头(大小头),多种类型弯头的产生为工程施工提供了方便。3.按连结的方式分为:卡压式连接(常用)、直接焊接、法兰连接、电熔连接、螺纹联结及承插式联结等。4.按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。5.按材质划分为:碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,ppc等。
球墨铸铁管铸造体系的规划需注意什么?
1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量;
2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位;
3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位;
4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作;
5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形;
6、金属液压头应超过金属的界面气体压力,以防呛火(反喷);
7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件;
8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。
球墨铸铁管的维护技巧有哪些:项目开工前检验时应着重留意到影响长期安稳工作的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨铸铁管在维护保养过程中,虽然动管轴心线是深埋在地下的,但遇有倾斜角时,要当心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。对所需要用到的部件,如管材件,胶圈,弯头号就行一次肉眼目测的外观查看,避免使用带病的部件。